In high-volume manufacturing, unplanned downtime is the ultimate profit killer. When a die fails or falls out of tolerance mid-run, you aren’t just paying for replacement tooling—you are absorbing the cost of scrapped material, idled labor, and missed delivery windows.
While custom tooling is engineered for maximum endurance, even the toughest materials are not invincible. Shifting your shop’s mindset from treating wear parts as disposable consumables to maintainable assets is the most effective way to protect your bottom line. If you want to know exactly how to extend the lifespan of custom extrusion draw dies, it starts with identifying the root causes of failure and implementing a proactive strategy to stop wear before it ruins the profile.
The Hidden Costs of Wear on Carbide Extrusion Dies
To maximize your tooling ROI, you first have to understand the specific forces tearing it down. Carbide extrusion dies are designed to handle immense pressure, but the continuous, high-speed flow of raw material creates a highly destructive, high-friction environment.
Here are the three primary mechanisms of wear that production teams need to monitor:
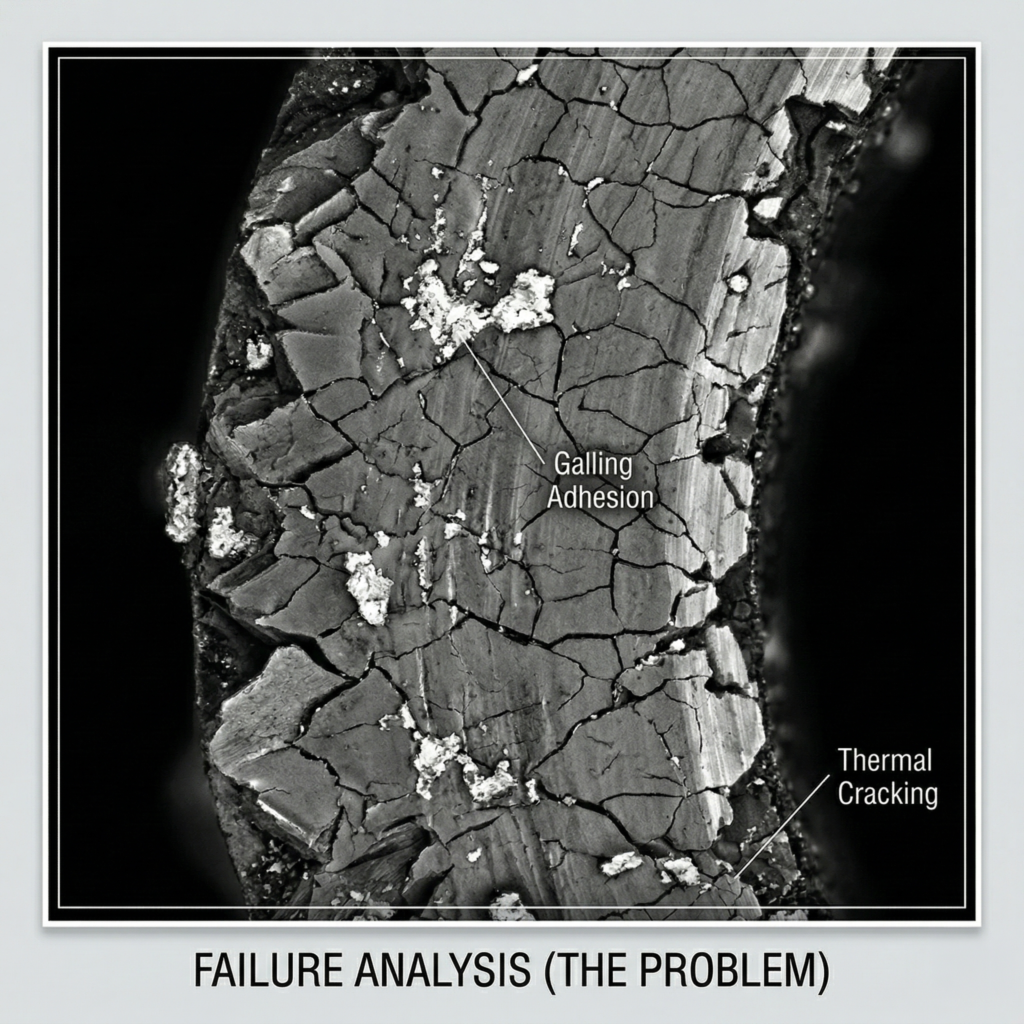
- Friction and Heat Generation: As material forces its way through the reduction zone, it generates extreme localized friction. Without perfectly optimized lubrication and temperature controls, these heat zones can cause thermal fatigue, leading to micro-cracking and premature failure across the die’s surface.
- Galling and Material Adhesion: When operating temperatures spike or the die’s surface finish begins to degrade, the extruded material can physically weld or stick to the tooling. This “galling” immediately ruins the surface finish of the extruded product and creates localized drag that drastically accelerates die damage.
- Abrasive Wear on the Bearing Length: Extruding tough alloys or heavily filled plastics acts like high-speed sandpaper against the tooling. Over millions of cycles, this continuous abrasive action gradually widens the bearing length, eventually causing the final product to drift entirely out of dimensional tolerance.
4 Maintenance Practices for Custom Tungsten Carbide Tooling
Once you understand the extreme forces working against your dies, you can implement a preventative defense. Because custom tungsten carbide tooling represents a significant upfront investment, extending its life on the shop floor comes down to rigorously controlling the variables around it.
1. Optimize Your Lubrication Strategy
Friction is the ultimate enemy of longevity. Relying on inadequate or degraded lubricants breaks down the protective boundary layer between the die and the raw material, causing operating temperatures to spike and galling to initiate. Ensure your lubrication formulation is perfectly matched to the specific alloy or polymer you are extruding, and monitor flow rates consistently to maintain a continuous, protective film across the bearing surface.
2. Maintain Strict Temperature Controls
Tungsten carbide is incredibly hard and wear-resistant, but that extreme hardness makes it susceptible to thermal shock. Forcing hot material through a cold die—or allowing running temperatures to fluctuate wildly—can cause micro-fractures in the carbide matrix. Always utilize proper pre-heating procedures to bring the tooling up to operating temperature gradually, and maintain strict thermal controls to prevent the localized heat zones that cause thermal fatigue.
3. Prioritize Perfect Press Alignment
Even the most perfectly ground die will fail prematurely if the extrusion press itself is out of alignment. A misaligned ram forces material through the die at an uneven angle, putting concentrated stress and accelerated wear on just one side of the profile. Routinely checking and calibrating your press for perfect concentricity ensures uniform material flow and an even wear distribution across the entire die face.
4. Implement Routine Cleaning and Inspection
Allowing residue to cool and harden inside a die after a production run is a guaranteed way to accelerate wear during the next setup. Implement a strict protocol to clean dies immediately while they are still warm, utilizing safe, non-abrasive methods that won’t scratch the polished surface. Follow this with a thorough visual inspection under magnification to catch microscopic galling, scoring, or cracking before it ruins your next batch of parts.
Carbide Die Repair: Knowing When to Polish vs. When to Recut
Even with flawless maintenance protocols, wear is inevitable. The key to cost-effective carbide die repair is catching the degradation before it catastrophically alters the tooling’s geometry.
- The Warning Signs: Do not wait for a die to crack or fail entirely. Monitor your extruded product for early indicators like localized surface scoring, unexpected dimensional drift, or a sudden increase in the pressure required to push material through the press.
- Routine Polishing: When caught early, microscopic galling and minor surface imperfections can be addressed with professional polishing. This restores the critical surface finish and reduces material drag without fundamentally changing the bearing length or die profile.
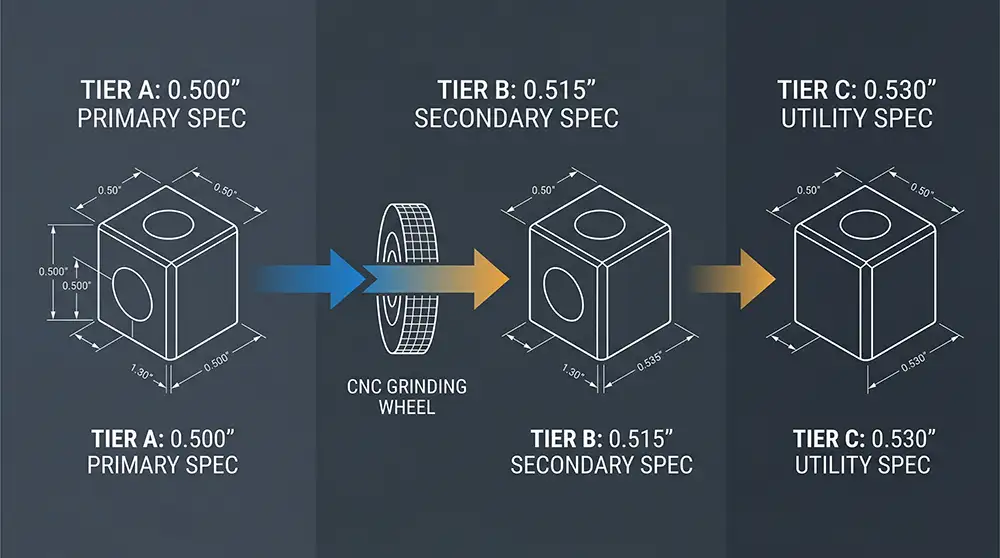
- Regrinding and Recutting: If a die has suffered severe abrasive wear that pushes it completely out of your acceptable tolerance window, polishing will not save it. The die must be professionally reground to re-establish the correct geometry, or recut to the next oversized specification to be repurposed for a different run.


Trusting CNC Precision Grinding Experts for Custom Carbide Extrusion Die Repair in Michigan
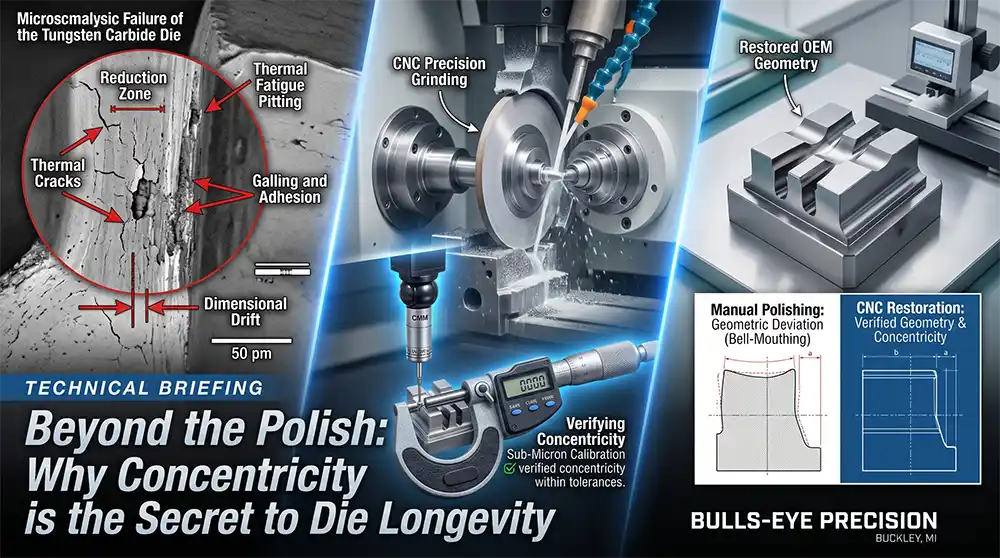
There is a massive hidden risk in allowing inexperienced operators to attempt die maintenance by hand on the shop floor. Attempting to aggressively polish out galling with rotary tools frequently leads to “bell-mouthing” or unintentionally altering the bearing length, which completely ruins the die’s ability to hold tight tolerances.
When dealing with complex internal geometries and ultra-hard materials, you need the sub-micron accuracy of CNC precision grinding. At Bullseye Precision, we specialize in custom carbide extrusion die repair in Michigan, utilizing state-of-the-art grinding technology to safely restore your vital wear parts to their original OEM specifications. Our machinists ensure that every angle, reduction radius, and bearing surface is perfectly concentric, extending the life of your tooling without compromising your final product.
Conclusion & Next Steps
Treating your custom extrusion dies as maintainable assets rather than disposable consumables can save your facility thousands of dollars annually in replacement costs and lost production time. By implementing strict preventative maintenance and partnering with a dedicated precision grinding facility when wear occurs, you can safely maximize the ROI of every die in your inventory.
Unplanned downtime is a choice, not a technical requirement. Protecting your custom tooling starts with understanding the specific mechanisms of wear. To help your shop transition from a ‘disposable consumables’ mindset to a ‘maintainable asset’ strategy, download our Free Technical Guide: The Carbide Longevity Blueprint (PDF). Print this reference sheet for your shop floor to identify thermal fatigue, abrasive drift, and galling before they lead to catastrophic failure.Contact Bulls-Eye Precision today to schedule a professional CNC grinding evaluation and restore your critical wear parts to OEM specifications.