In the high-stakes world of high-volume extrusion, there is a dangerous and costly misconception: the belief that a “shiny” die is a “good” die. It is a common scene on shop floors across the country—a technician pulls a worn Tungsten Carbide die that is beginning to show signs of material drag, spends an hour with diamond paste and a hand-held rotary tool, and returns it to the press once the surface looks mirror-perfect.
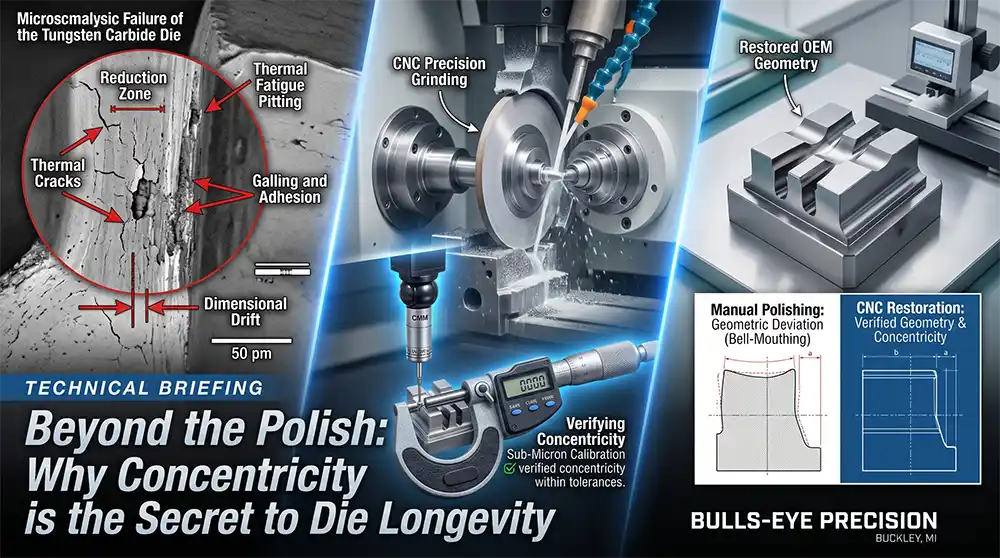
However, in precision manufacturing, cosmetics are secondary to mechanical integrity. A die can be polished to a brilliant, jewelry-grade shine and still be technically “failed.” The true secret to tooling ROI isn’t found in the reflection of the carbide; it is found in the sub-micron geometry and absolute concentricity of the tool.
The “Technical Red Zone”: The Danger of Manual Maintenance
While manual polishing can remove minor surface galling (material adhesion), it is an unregulated, manual process that almost always enters what we call the “Technical Red Zone.” When an operator attempts to aggressively polish out wear or heat checking by hand, they lack the mechanical rigidity required to maintain the die’s original OEM blueprint specifications.
This leads to a phenomenon known as “Bell-Mouthing.” Because a human hand cannot apply perfectly uniform pressure across a 360-degree internal radius, the polishing action naturally rounds over the critical reduction angle and unintentionally tapers the bearing length. Even a few microns of deviation—invisible to the naked eye—can ruin the die’s ability to hold tight tolerances.
When a “bell-mouthed” die is put back into production, the consequences are immediate: uneven material flow, increased press back-pressure, and a final product that drifts out of specification mid-run. By trying to save time with a “quick fix,” shops often inadvertently destroy a high-value industrial asset.
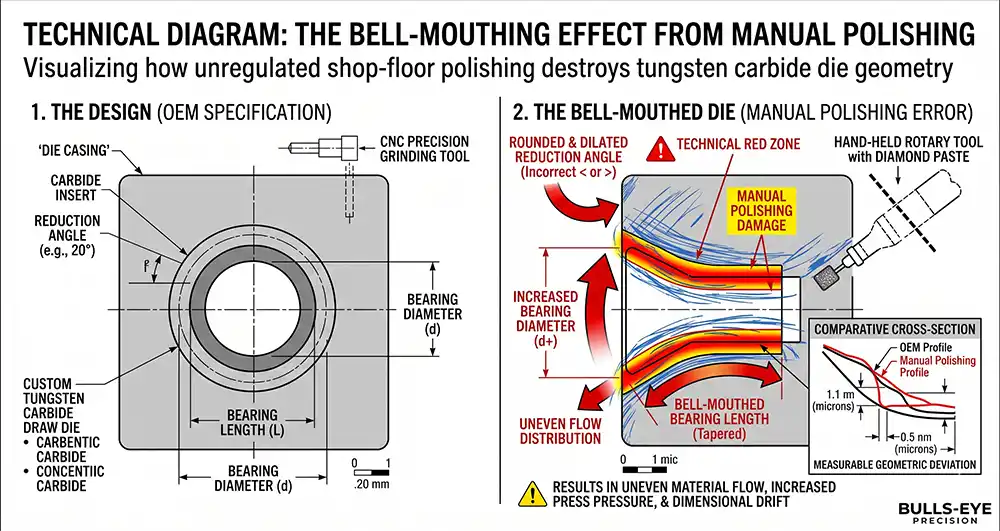
The Physics of the Reduction Zone: Why Angles Matter
To understand why manual polishing is so risky, one must look at the physics of the extrusion process. The reduction angle of a die is engineered to transition raw material into its final shape at a specific rate. If this angle is altered—even slightly—the laminar flow of the material is disrupted.
Disrupted flow creates “dead zones” where material can hang up and degrade, or “high-velocity zones” that create localized friction. This friction generates immense heat, leading to thermal fatigue in the carbide. Once the structural integrity of the carbide matrix is compromised by heat, the tool will begin to “heat check” or develop micro-cracks that no amount of polishing can fix.
True restoration requires removing that damaged layer of carbide and re-establishing the engineered angle via CNC precision grinding.
Precision Metrology: Measuring What You Can’t See
At Bulls-Eye Precision, we move beyond “eyeballing it.” True restoration requires measuring variables that the human eye simply cannot detect. Our process uses advanced metrology to verify the asset’s health before, during, and after service.
- Surface Profilometry: We utilize digital profilometers to measure surface roughness (Ra) at a microscopic level. We aren’t just looking for a shine; we are looking for a specific peak-to-valley ratio that ensures the finish is technically smooth enough to minimize the friction that causes material adhesion.
- Concentricity Verification: Perhaps the most critical check is ensuring the reduction zone and the bearing length remain perfectly aligned with the die casing. If these internal features are even slightly off-center, the material will exert lopsided pressure during extrusion. This leads to accelerated, one-sided wear, causing the tool to fail prematurely and requiring more frequent (and expensive) downtime.
The Bulls-Eye Process: A Step-by-Step Look at CNC Restoration
When a die arrives at our Buckley, MI facility, it undergoes a rigorous restoration sequence that manual shops simply cannot replicate:
- Incoming Inspection & Cleaning: We remove all production residue to expose the true state of the carbide.
- Microscopic Analysis: Scott and the team inspect the die under high magnification to identify the depth of galling, pitting, or thermal cracking.
- Dimensional Mapping: We measure the current bearing diameter and concentricity to determine how much material must be removed to reach a “clean” technical surface.
- CNC Precision Grinding: Utilizing state-of-the-art grinding technology, we remove the damaged carbide while maintaining the exact reduction angles and bearing geometry. This process is water-cooled to ensure no new thermal stress is introduced to the tool.
- Final Metrology & Polishing: Once the geometry is restored via grinding, we perform a final high-speed polish to meet Ra specifications, followed by a final metrology report to verify that the tool is back to OEM standards.
The “Oversize” Strategy: Doubling Your Tool Life
One of the most effective ways to maximize ROI on custom Tungsten Carbide tooling is a strategy often overlooked by shops that treat dies as disposables: Technical Recutting.
When a die has reached the end of its life for a specific part—meaning the abrasive wear has widened the bearing beyond the acceptable tolerance—it does not have to be scrapped. Because Bulls-Eye Precision utilizes CNC precision grinding, we can “recut” that die to the next oversized specification in your production catalog.
For example, a worn 2.000″ die that has drifted to 2.004″ can often be precision-ground and recut to a perfect 2.010″. This process restores the exact OEM geometry and concentricity, effectively providing you with a brand-new industrial asset for a fraction of the cost of a replacement. This “tiered” tooling strategy can effectively double or triple the lifespan of your carbide inventory.
CNC Precision Grinding vs. Traditional Methods
The difference between a “quick fix” and a “restoration” comes down to the machinery. Manual maintenance is an art form; CNC precision grinding is a science.
Manual tools generate inconsistent heat and inconsistent pressure. Our automated grinding processes maintain strict angular integrity and manage thermal loads throughout the entire cycle. By restoring the tool to its original sub-micron footprint, we ensure that the die performs exactly as the designers intended, with zero “break-in” period required once it’s back on the press.
Conclusion: Precision is a Profit Driver
In modern manufacturing, unplanned downtime is the ultimate profit killer. Treating your custom extrusion dies as maintainable assets—rather than disposable consumables—can save your facility thousands of dollars annually.
Don’t allow an unregulated shop-floor “quick polish” to ruin a high-value industrial asset. To ensure your tooling is holding its geometry and maximizing your run times, contact Bulls-Eye Precision today for a professional CNC grinding evaluation.
Download our Free Technical Guide: To help your team identify the early warning signs of geometric failure like bell-mouthing and abrasive drift, Download the Carbide Longevity Blueprint (PDF).