For most high-volume manufacturing facilities, tool room management is purely reactive. A tungsten carbide die is pulled from a production line when it begins producing out-of-spec parts or signs of catastrophic failure appear. It is logged on a spreadsheet, tossed into a scrap bin, and a purchase order for a costly replacement is immediately generated.
When your tooling strategy relies entirely on a passive spreadsheet, your facility is treating expensive, highly engineered carbide dies as disposable consumables rather than maintainable assets.
The most profitable plants operate differently. By moving away from reactive tracking and implementing a tiered tooling inventory, production managers can engineer a continuous pipeline that maximizes ROI from every tool. The cornerstone of this strategy is the “Oversize Strategy.”
The Mechanics of the “Oversize Strategy”
The concept is straightforward but requires precise operational execution: instead of designing production runs around a single, isolated die size, you engineer a cascading lifecycle for your tooling.
Consider a standard high-volume production pipeline:
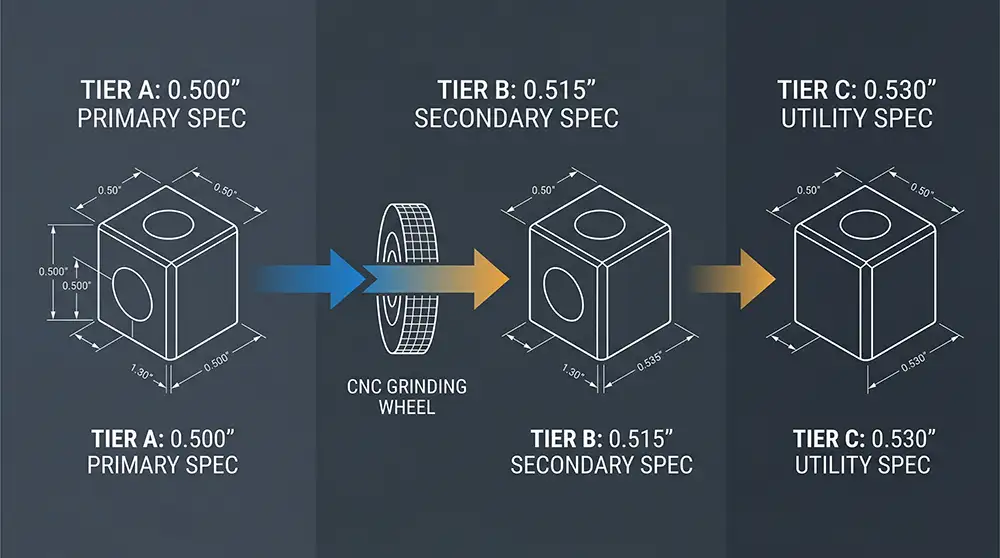
- Stage 1 (Size A): A brand-new tungsten carbide draw or extrusion die enters service at your primary, tightest specification (e.g., a baseline diameter of 0.500 inches).
- Stage 2 (Size B): After a designated volume of material passes through, the internal bearing surface inevitably experiences natural abrasive wear, widening the tolerance past the acceptable OEM limit. Instead of scrapping the die, it is pulled and sent for CNC precision grinding. The worn internal geometry is recut and polished to your next largest standard production specification (e.g., 0.515 inches).
- Stage 3 (Size C): Once the die reaches its wear limit at Size B, the process is repeated. The asset is precision-ground down a third time to a larger utility or structural specification (e.g., 0.530 inches).
By down-cycling a single piece of tooling through multiple predetermined tiers, a die that would typically be discarded after its first production cycle is effectively granted three distinct lifespans.
Why Basic Spreadsheets Fail Your Tool Room
Most facilities believe they are managing this process if they track their die inventory in Excel or a basic CMMS. However, static spreadsheets present several critical blind spots:
- Lack of Geometric History: A spreadsheet might tell you that a die is currently sitting in a drawer, but it won’t tell you how many times it has been polished, what its current Ra (Roughness Average) profile looks like, or how much carbide wall thickness remains before structural integrity is compromised.
- Disconnected Production Planning: If procurement operates independently of the shop floor, they will continue ordering new “Size B” and “Size C” dies from original equipment manufacturers, completely unaware that a minor modification to an existing “Size A” asset in their inventory could fulfill the exact same need for a fraction of the price.
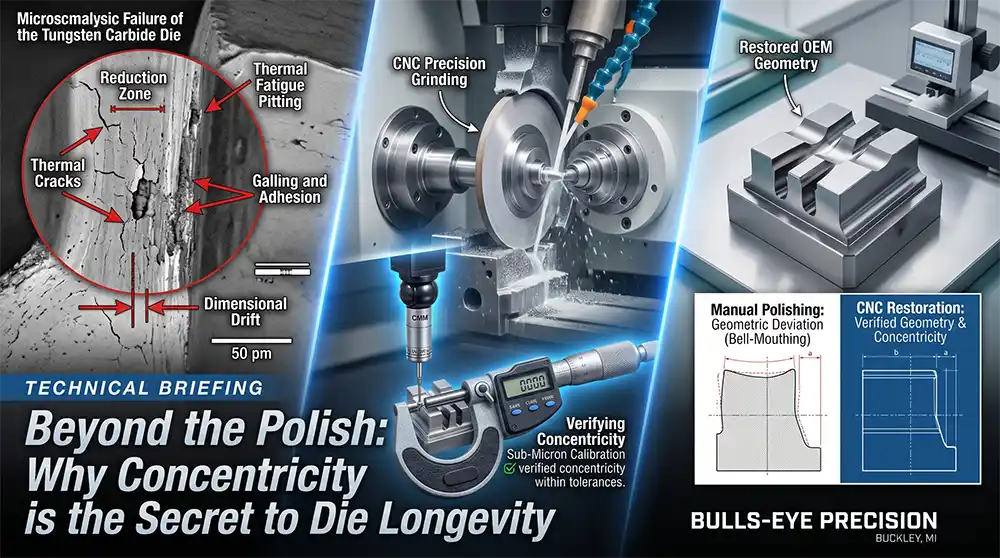
- Hidden Rework Damage: Spreadsheets cannot account for human error. If a technician attempts a manual shop-floor “quick fix” with a handheld rotary tool to stretch a die’s life, they often introduce geometric deviations like bell-mouthing. This ruins the asset’s ability to ever be accurately recut to a larger tiered specification.
Engineering the Pipeline: Steps to Implement Tiered Tooling
Transitioning to an operational tooling strategy requires a shift in how both production and procurement view your assets.
1. Standardize Your Tier Steps
Review your historic order data and identify your most frequently run dimensions. Establish standardized “stair-steps” in your tooling dimensions that allow enough material stock for clean grinding while matching your actual customer order requirements.
2. Protect Wall Thickness and Concentricity
To successfully recut a die to an oversized specification, the initial tool must be specified with enough carbide casing to handle structural pressures at larger diameters. Furthermore, the tool must be maintained using water-cooled CNC precision grinding rather than manual polishing. CNC grinding ensures that when the die is up-sized, the internal bearing remains perfectly concentric to the outer casing.
3. Establish a “Restoration Pool”
Before any purchase order for a new die is approved by management, procurement should check the “Restoration Pool”—an inventory of worn dies waiting to be resized. If an asset can be ground from an existing smaller size to meet the new requirement, the purchase order is canceled, and a restoration order is issued instead.
The True ROI of Asset Restoration
The financial impact of moving from a spreadsheet to a tiered tooling inventory is immediate. Purchasing a brand-new, custom tungsten carbide die from an OEM carries long lead times and premium material costs. In contrast, precision-remanufacturing an existing worn asset to an oversized spec typically costs a fraction of the price of a new tool while restoring the die to identical OEM performance tolerances.
When your shop floor stops treating carbide as a consumable and starts managing it as a multi-lifecycle asset, you drastically slash annual procurement costs, minimize inventory bloat, and protect your margins from dimensional drift.
How would you like to handle the technical terminology for this draft? We can lean further into the exact grinding tolerances and metrology required to execute the resizing, or keep it focused broadly on the operational strategy for plant managers.
Put the “Oversize Strategy” to the Test
Don’t approve another costly OEM purchase order for a larger die size until you check your restoration potential. Send us your worn, out-of-spec tungsten carbide dies, and our team will utilize water-cooled CNC precision grinding to recut them to your exact secondary specifications—at a fraction of the cost of a new tool.